从零开始的3D打印机折腾(2)细节与优化
关于 RepRap Prusa i3 结构打印机制作过程中的一些问题、思考、和坑,以及对机器的一些折腾。
材料
PLA 吸水后容易脆断,不过问题不大。基本都是不打印时间久了断在挤出机上。这种情况直接把脆断的部分剪去就行了 并且下次不要买这家店的料。只要不是断在远程挤出的送料管里面(会影响回抽)都没什么问题。
远程 vs 近程挤出
挤出机的位置对打印的影响很大(prusa 结构):
| 位置 | 优势 | 劣势 |
|---|---|---|
| 远程 | X-idler 结构简单,重量较小,加速度和最高速度都可以更高 | ooze影响大,不可打印软性材料,回抽量大,换料麻烦 |
| 近程 | ooze 影响较小,可打印 PET 等软材料,回抽较小,换料方便 | X-idler 重量大,加速度和最高速度低 |
综合考虑:由于自制 Prusa 目前 XZ 轴稳定度较低,采用远程挤出来获取更高的稳定性和打印速度。
堵头
堵头是影响打印质量 和提高血压 的常见问题之一。其中一个原因就是冷端散热不足,改用功率更大的风扇即可。另一个原因是过度挤出或者 Z 轴过低,调整参数即可。
一般堵头,将喷头加热到 185℃ 左右然后抽出膨胀的材料剪掉塞回去即可。不过如果在一般堵头的时候没有及时发现并采取措施,就会变成严重堵头:材料被烧融在喷头内部,失去流动性,变成非常恶心的一坨东西。此时通常的挤出力已不足以挤出这些废料。若要清理,只能将喷头加热到工作温度(180℃左右即可)后用钳子拧下喷嘴,然后剪去已经膨胀的材料,再更换新的喷嘴。
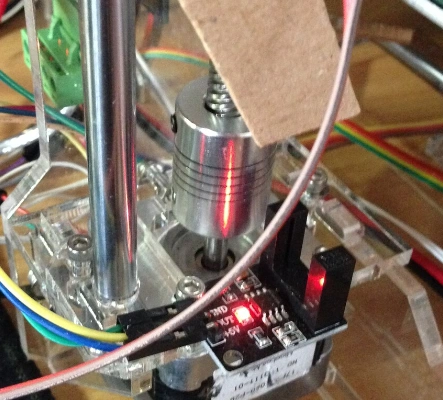
Endstop
不建议采用任何形式的非接触开关:
- 霍尔开关:容易受温度影响
- 光遮断开关:容易受环境光影响
- 磁控管:误差大
这些玩意依次测试下来以后,我还是建议老老实实采用微动开关。
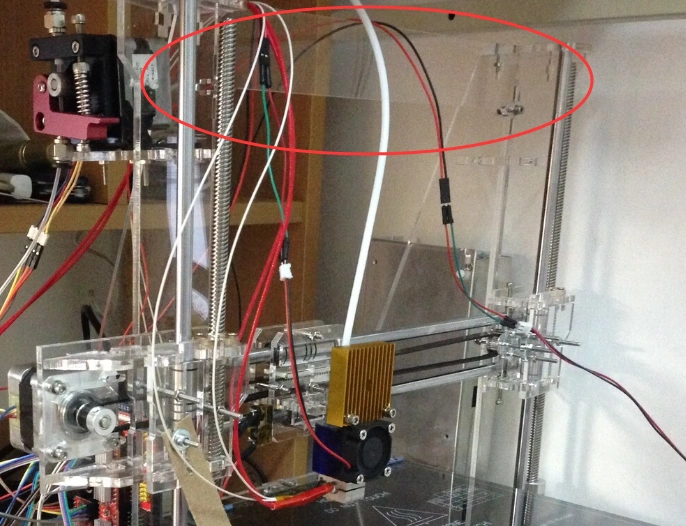
结构
亚克力板的 prusa 结构有个问题,当 X 轴增加皮带张力的时候,最顶端的亚克力板会被拉弯(!)这导致了 Z 轴越向上两根 Z 光轴之间距离越近。这显然不是什么好事,不过暂时也没什么办法,反正就是个过渡用机器,就先这样吧(
调平
这台机器平台尺寸只有 200x200mm,而且只打印 PLA,因此手动调平完全可以。虽然注意到热床上面的 4 个角都有孔,但是不建议采用 4 点调平,会非常难调。正确的方法是采用 3 点调平:将打印头依次移动到 3 个调平螺丝的上方然后手拧螺母,直到基本变成平面。
最后不要忘记在打印平台中心点重新校准 Z 高度。
小尺寸机器没有必要使用自动调平。特别是在 Z 轴没有采用消间隙螺母的情况下,会影响到第一层的一致性。
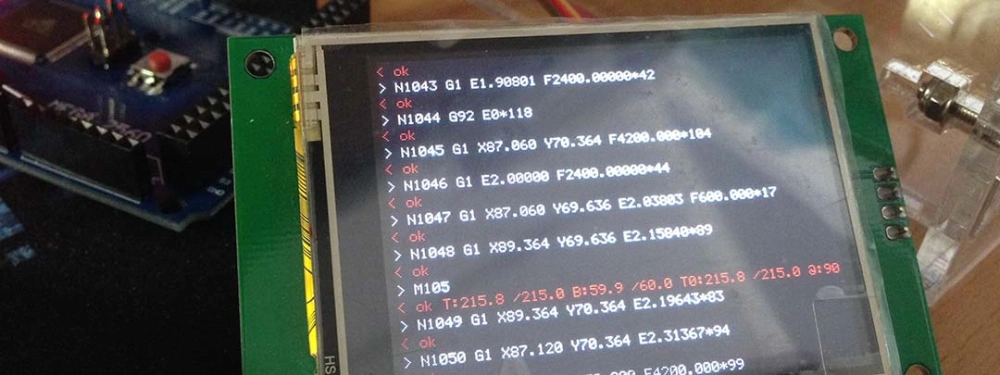
GCode 可视化
如果打印的时候能实时显示 GCode,这听起来还挺好玩的。具体实现是中间加了一块 mega2560 进行串口消息的截胡和转发,并将当前的 GCode 打印在屏幕上。这玩意也可以看一下午
从零开始的3D打印机折腾(2)细节与优化