手搓贴片机(1)
这篇先记录从零搭建一台 OpenPnP 贴片机的开端:为什么值得自己做、整机大概要拆成哪些系统,以及我在机械结构、视觉、真空和控制方案上的第一轮取舍。它更像是一份项目起点的设计笔记,先把目标和边界说清楚,再进入后续的装配、标定和真实贴片测试。
为什么要做一台贴片机
记录制作贴片机的动机:手工贴片在小批量项目中的效率瓶颈、细间距器件和大量阻容带来的重复劳动,以及从“能不能自己做一台可用机器”出发的折腾欲望。顺带讨论自制贴片机的边界:它不一定追求工业级产能,但应该能稳定完成个人项目、小批量验证和可重复的贴装任务。
简介
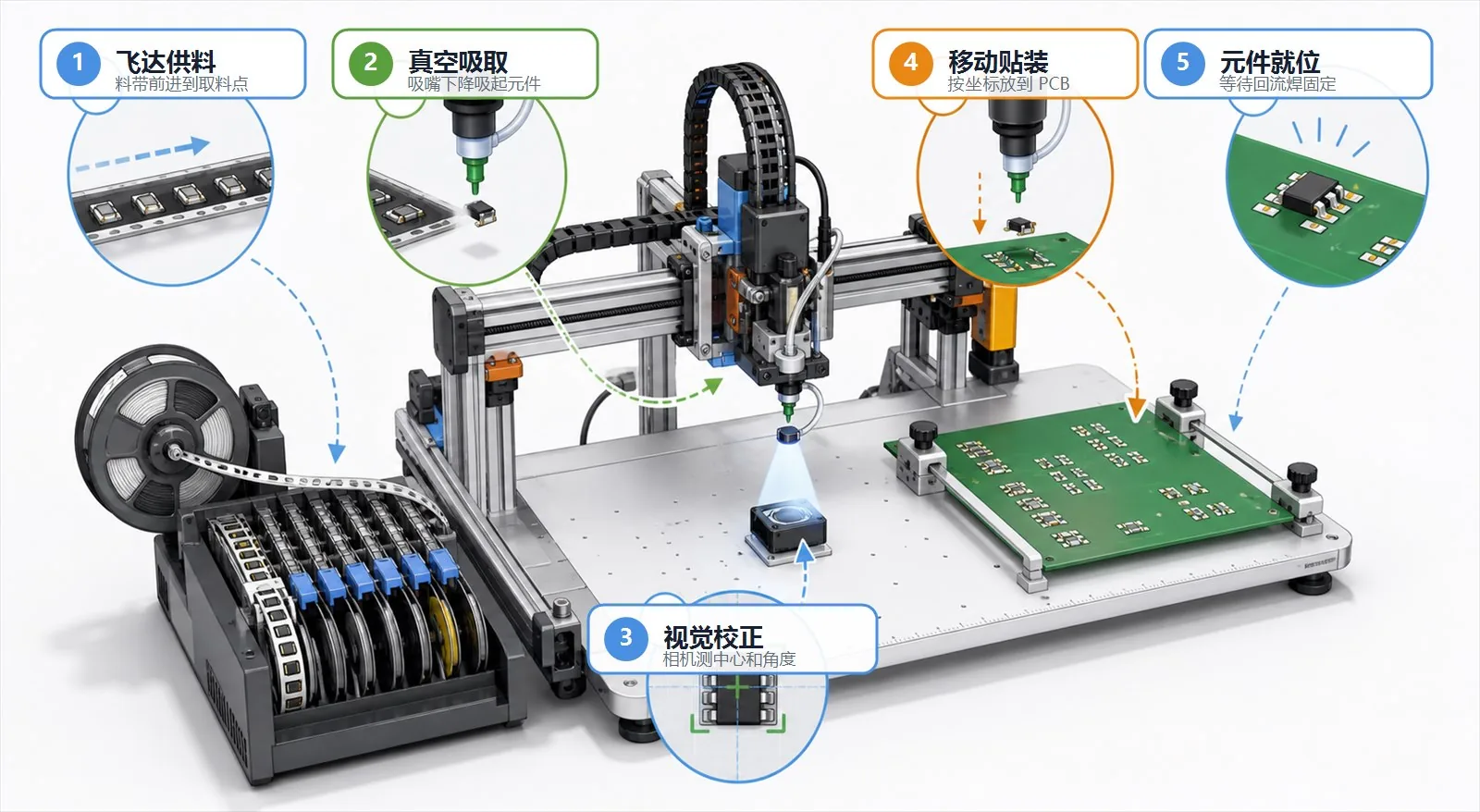
PnP 是 Pick and Place 的缩写,也就是贴片机。它在 PCBA 制造里的职责很直接:把电阻、电容、IC、连接器等表面贴装元件,从料带、托盘或散料供料器中取出来,按照坐标、角度和顺序放到已经印好锡膏的 PCB 焊盘上。
如果把现代 PCBA 流水线拆开看,大概可以分成几步:首先是 PCB 裸板和钢网准备;然后用锡膏印刷机通过钢网把锡膏刮到焊盘上;接着由贴片机完成元件拾取、视觉校正和放置;之后整板进入回流焊炉,锡膏熔化并形成焊点;最后再做 AOI、功能测试、返修和清洗。手工焊接当然也能完成一块板子,但到了元件数量变多、封装变小、批量稍微上来一点的时候,贴装这一步会迅速变成最消耗时间和精力的环节。
贴片机的工作原理可以粗略理解成“带视觉系统的高精度搬运机”。机器先通过飞达把料带推进到固定取料位置,吸嘴下降并用真空吸起元件;随后相机识别元件的实际位置和旋转角度,软件根据偏差修正坐标;最后吸嘴移动到 PCB 上方,将元件以指定方向放到焊盘上。为了让这个流程可靠运行,机器需要稳定的 XY 运动系统、可控的 Z 轴、能旋转吸嘴的 A/B 轴、上下视相机、真空系统、飞达系统,以及一套能把这些部件串起来的软件。
OpenPnP 就是这套软件生态里最适合自制机器的选择之一。它本身不绑定某个特定硬件平台,而是提供机器配置、相机标定、喷嘴管理、飞达管理、封装库、视觉 pipeline 和贴装任务编排等功能。对自制贴片机来说,这很关键:机械结构、控制板、飞达和相机都可以按自己的条件取舍,而上位机流程仍然能沿用一套比较成熟的 PnP 逻辑。
可参考的 OpenPnP 机器
动手之前先看了一圈已有可运行的 OpenPnP 方案,包括 LitePlacer、OpenBuilds/铝型材结构机器,以及社区里常见的自制桌面贴片机。重点不是照抄某一台,而是比较它们的运动结构、视觉方案、飞达形式、换嘴设计和整体复杂度,想清楚本项目到底要取舍什么。
OpenPnP OpenBuilds Machine 是一个很适合参考的开源设计:铝型材机架、线性运动系统、上下视相机、真空吸取和 OpenPnP 软件流程都比较完整。它的价值不只在机械图纸,而是在于把一台 PnP 机器需要的几个系统都摆到了台面上。
另一个成熟参考是 LumenPnP。它同样是开源桌面贴片机,官方文档里也明确把它定位为低成本、中小批量制造工具,并以 0402 级别的贴装能力作为能力边界之一。对自制机器来说,LumenPnP 很适合作为“可用机器长什么样”的参照:双吸嘴、上下视视觉、飞达生态、气动控制和软件流程都已经被产品化地整理过。
这些机器看下来会发现,PnP 并不是一台简单的 XY 平台。它其实是电动、气动和 computer vision 叠在一起的复杂设备:运动系统要快且重复,真空系统要稳定吸取和释放,视觉系统要把元件、吸嘴、PCB 和坐标系对齐,软件还要把这些动作编排成可靠的贴装流程。
硬件方案与成本取舍
设计目标
这次设计不追求工业机的产能和自动化程度,而是希望用尽量低的成本,做出一台可复现、够用的桌面贴片机。它需要稳定完成个人项目和小批量验证,同时保留继续改造的空间。
具体目标有四项:
- 预算:总 BOM 尽量控制在 300 美元以内。
- 精度:能够稳定贴装 0402 元件。
- 扩展性:支持可换头,方便适配不同吸嘴或工具。
- 速度:实际贴装速度达到 300 pcs/h 以上。
第一版 BOM
按当时的采购价粗算,第一版机器的主要 BOM 如下:
| 类别 | 项目 | 数量 | 单价 (CNY) | 小计 (CNY) | 小计 (USD) |
|---|---|---|---|---|---|
| 机械结构 | 10x30A 拖链 | 2 | 30.00 | 60.00 | 8.82 |
| 机械结构 | 2020-L100 铝型材 | 2 | 1.3673 | 2.73 | 0.40 |
| 机械结构 | 2020-L400 铝型材 | 4 | 5.4353 | 21.74 | 3.20 |
| 机械结构 | 2020-L400-LK-A10-RK-A10 铝型材 | 2 | 7.6953 | 15.39 | 2.26 |
| 机械结构 | 2020D-L360-DA5 铝型材 | 1 | 8.4976 | 8.50 | 1.25 |
| 机械结构 | 铝型材运费 | 1 | 6.78 | 6.78 | 1.00 |
| 机械结构 | 导磁 410 不锈钢底板 | 1 | 70.00 | 70.00 | 10.29 |
| 运动系统 | 42 电机 47H | 3 | 30.00 | 90.00 | 13.24 |
| 运动系统 | 42 电机 20H | 1 | 16.00 | 16.00 | 2.35 |
| 运动系统 | Z 轴线轨与滑块 | 1 | 44.00 | 44.00 | 6.47 |
| 运动系统 | XY 轴线轨与滑块 | 1 | ~120.00 | ~120.00 | ~17.65 |
| 运动系统 | 皮带、导轮等运动器件 | 1 | ~50.00 | ~50.00 | ~7.35 |
| 贴片头与吸嘴 | Juki 吸嘴 | 3 | 28.00 | 84.00 | 12.35 |
| 贴片头与吸嘴 | 贴片头电机-气动接头-吸嘴连接总成 | 2 | 275.00 | 550.00 | 80.88 |
| 气动与传感 | 气压传感器模块 0~-30kPa | 2 | 17.00 | 34.00 | 5.00 |
| 气动与传感 | 真空发生器 x1 + 电磁阀 x2 | 2 | 150.00 | 300.00 | 44.12 |
| 气动与传感 | 气动接头、气管、转接器等 | 1 | ~50.00 | ~50.00 | ~7.35 |
| 视觉系统 | vc60usb100w | 2 | 125.00 | 250.00 | 36.76 |
| 视觉系统 | 57x42x1.1mm 分光片 | 1 | 45.00 | 45.00 | 6.62 |
| 电控 | mks-monster8 | 1 | 200.00 | 200.00 | 29.41 |
| 电控 | mega2560 + sensor shield | 1 | 50.00 | 50.00 | 7.35 |
| 电控 | TMC2209 | 6 | 15.00 | 90.00 | 13.24 |
| 电源 | LRS-50-5 (5V 10A) | 1 | 60.00 | 60.00 | 8.82 |
| 电源 | LRS-100-24 (24V 4.5A) | 1 | 75.00 | 75.00 | 11.03 |
| 其他 | 打印件耗材与损耗 | 1 | ~100.00 | ~100.00 | ~14.71 |
| 其他 | 其他五金、电线、自定义 PCB 等 | 1 | ~50.00 | ~50.00 | ~7.35 |
第一版的主要采购项加上打印件,合计约 2443 CNY(359 USD)。虽然比 300 美元的目标略高,但已经包含双贴片头、上下视相机、真空气路、控制板、电源、导磁 410 不锈钢底板,以及一部分可复用的机械材料。如果手头已有铝型材、线轨或电控件,实际现金支出还可以继续下降。
后续调试也暴露出一处明显的过度选型:第一版真空发生器和电磁阀的规格太偏工业用途。贴片头只需要稳定吸取 0402、0603 这类小元件,换成较小的玩具级真空泵和小型电磁阀就已经够用,可以省下约 250 CNY。调整后,在不牺牲贴装可用性的前提下,整机成本可压到约 2193 CNY(323 USD)。
哪些地方可以省,哪些不该省
控制成本不能只看单价,还要考虑后续调试时间。最贵的贴片头总成看起来最值得压缩预算,实际上却不适合一开始就省到极限。OpenPnP 虽然能校准吸嘴偏移和旋转中心,但如果吸嘴、电机空心轴、气动接头和连接件本身同心度较好,后续会少掉大量难以复现的调试。便宜方案不是不能用,只是很容易把采购成本转移成时间成本。
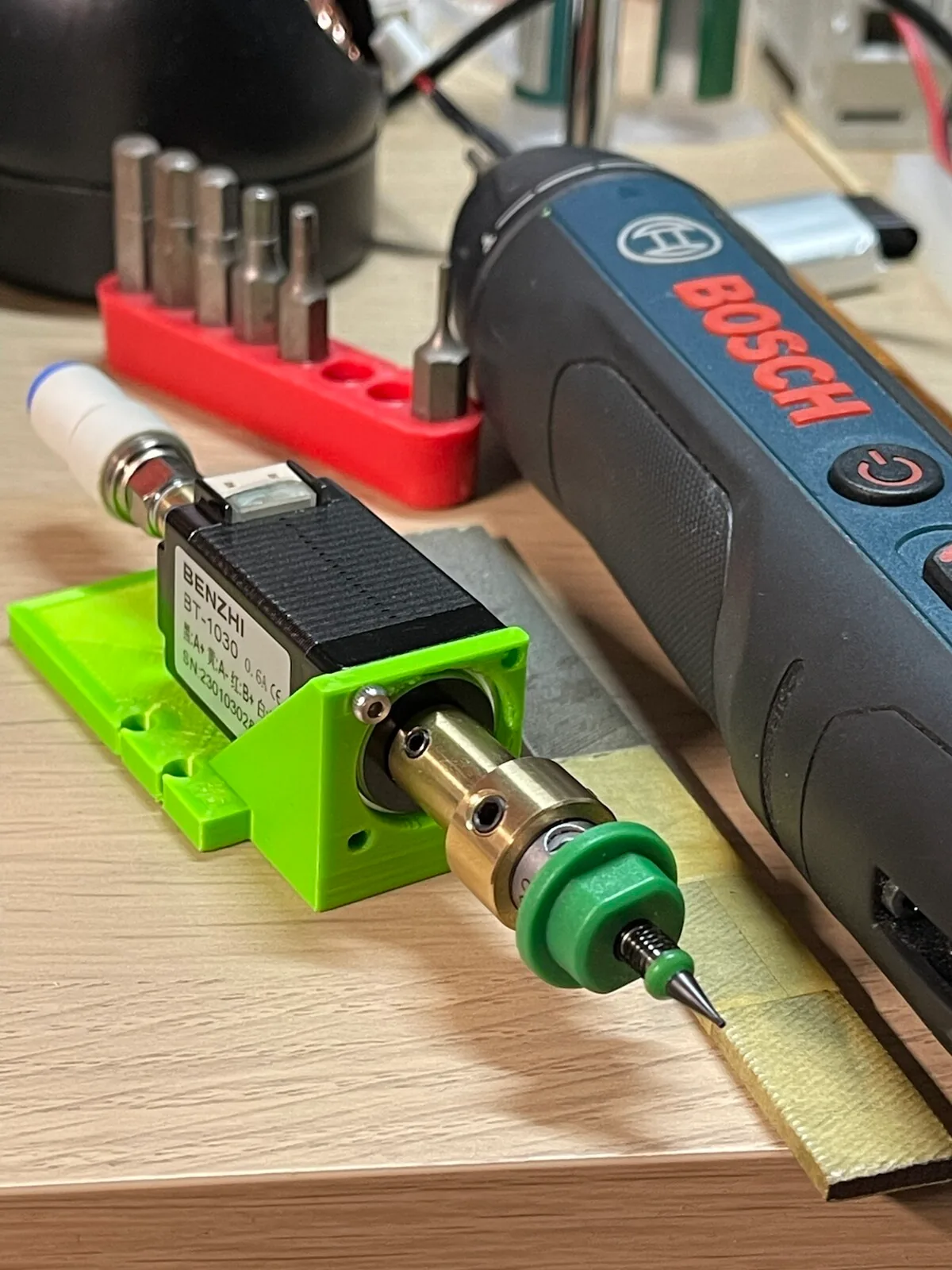
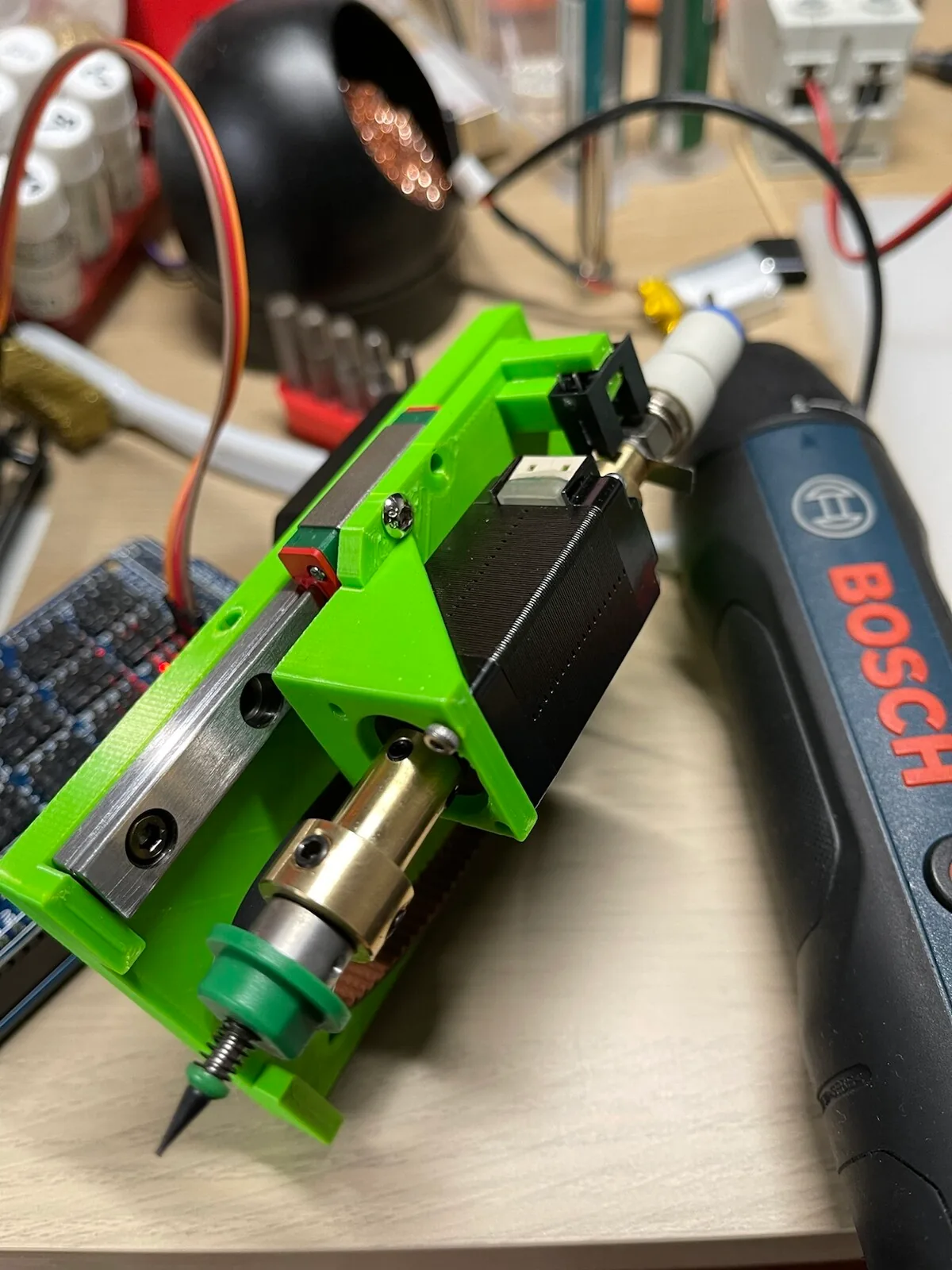
单个贴片头原型。这里用空心轴电机直接作为旋转轴,吸嘴从电机中间穿过,真空管路也从轴心走;侧边贴了一片金属片,用来触发 endstop,给 Z 轴回零和高度参考留出一个比较简单的实现方式。把电机、气动接头和吸嘴连接件作为一套高同心度总成来买,贵是贵,但能换来更少的偏摆、更稳定的吸嘴中心和更轻松的后续校准。
电源、电控和运动小件也不建议为了几十块钱硬省:
- 电源涉及用电安全,直接选用质量可靠的明纬电源更安心。
- 驱动轮、惰轮和皮带轮会直接影响定位精度与重复性,应优先保证加工质量。
- 电控使用 MKS Monster8 加 6 个 TMC2209,成本接近 300 CNY。自行画板理论上可以压到 150 CNY 以内,但现成组合已经在大量 3D 打印机场景中验证过,更适合早期原型。
- 摄像头选择 OpenPnP 社区常见的
vc60usb100w,可以少踩相机兼容性和镜头参数的坑。
与工业贴片机的边界
这台自制桌面机和工业贴片机不在同一个性能层级,也不应该使用同一套指标衡量。两者的差异大致如下:
| 项目 | 这台桌面机 | 工业贴片机 |
|---|---|---|
| 视觉 | 普通 USB 摄像头、OpenCV pipeline | 高速飞拍、专用光源和定制视觉管线 |
| 贴装头 | 联动双头 | 8~10 个甚至更多独立贴装头 |
| 运动系统 | 线轨加皮带 | 精密丝杆滑台、直线电机和光栅尺闭环 |
| 机架与速度 | 低自重、低加速度 | 高刚性机架、极高加速度 |
| 自动化与可靠性 | 满足实验和小批量任务 | 自动换嘴、轨道上下板、坏点跳过、真空闭环、抛料统计和产线通讯等完整生态 |
因此,这台机器的目标不是挑战工业级设备,而是用较低成本获得可控的贴装质量。除此之外,它还有一个很极客的目的:真正理解 PnP 机器里的运动、视觉、真空、供料和软件是怎样互相咬合的。
机械结构与组装
总体结构:X + 双 Y
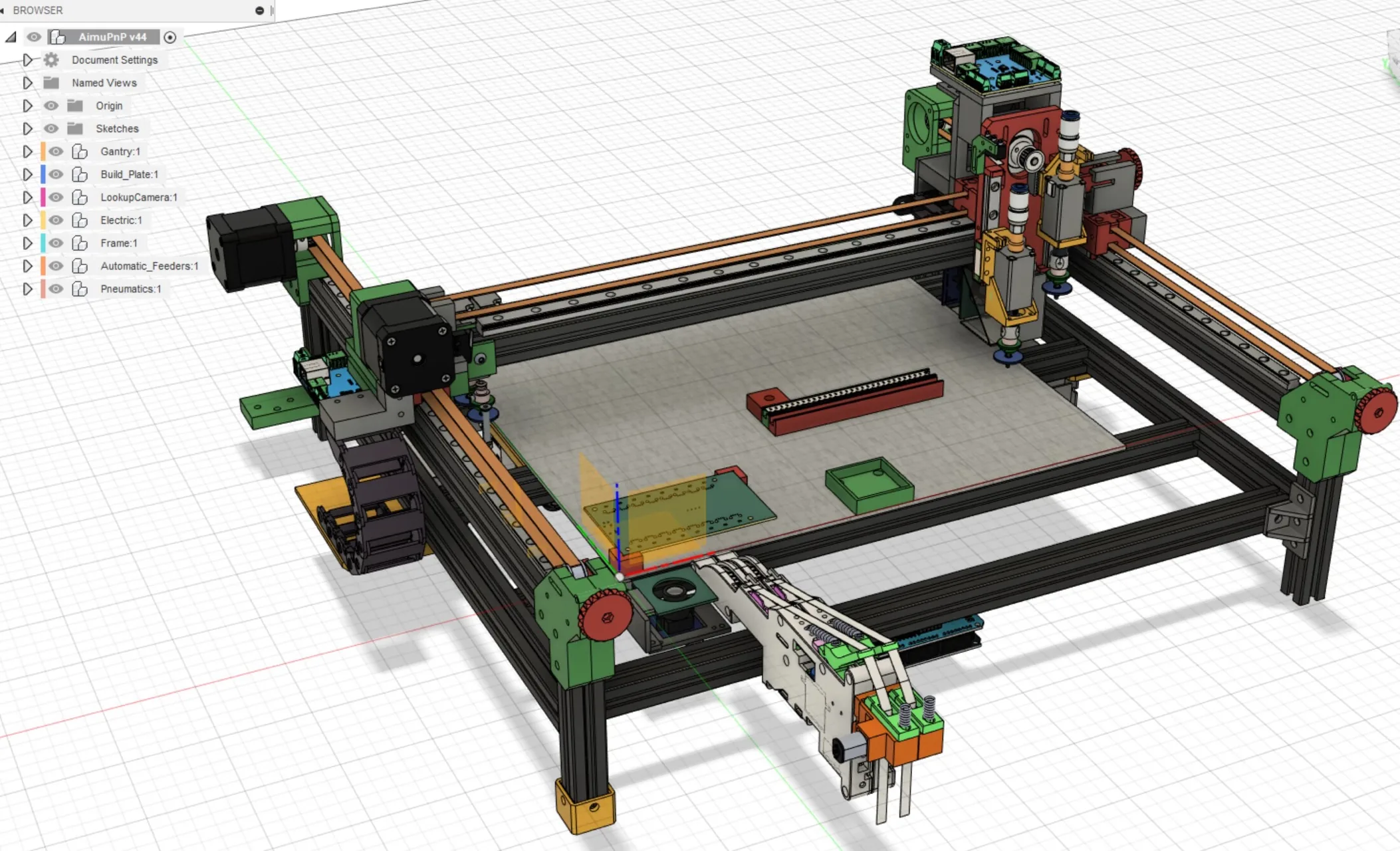
机器的 Fusion 360 设计图。这个阶段主要验证 X + 双 Y 结构、双贴片头、下视相机、拖链和散料 feeder 是否会在空间上打架。先理顺装配关系,再细化打印件和金属件,可以避免过早陷入局部设计。
精密滚珠丝杆更有利于保证定位和重复性,但丝杆、支撑座、联轴器以及加工装配会很快推高预算。考虑到目标是稳定贴装 0402,而不是进入工业级高速产线,最终选择了 2020 铝型材、线轨和独立皮带系统:
- 铝型材负责搭建低成本机架;
- 线轨保证基本直线度和刚性;
- 皮带降低运动系统的成本与装配复杂度。
整机采用 X-2Y-Z-AB 结构:
- X 轴:贴片头左右移动;
- 双 Y 轴:共同带动整根 X 轴横梁前后移动;
- Z 轴:控制吸嘴升降;
- A/B 轴:分别控制两个吸嘴的旋转角度。
这种结构的运动关系比较直观,X 和 Y 相互分离,每个轴的问题都容易单独定位。相比之下,CoreXY 会把两组电机、长皮带和横梁姿态耦合在一起。
CoreXY 很适合轻量化的 3D 打印机工具头,但这台机器的 toolhead 集成了双 Z、双旋转轴、相机、灯板、气路和多种结构件,负载更重。贴片机又非常依赖横梁方正、重复定位精度和视觉标定的一致性。一旦皮带张力、横梁角度或两侧运动不同步,问题往往不会直接表现为“轴歪了”,而是取料点、相机坐标和贴装坐标逐渐对不上。
Y 轴使用两个独立电机,而不是一个电机加长同步轴,也是为了在成本和可调试性之间取舍。长轴可以让两侧保持机械同步,却会引入直线度、扭转、联轴器同心度、轴承座安装和空间避让等问题;轴稍有弯曲,还可能给 Y 轴带来额外阻力和周期性误差。
双电机方案需要认真完成回零和方正校准,但机械布置更简单,两侧皮带也可以独立张紧。配合两侧独立的 endstop,每次回零时都能重新校正横梁姿态。
材料复用与工作台
这台机器也带着一点“废物利用”的味道。之前的 Voron 350 更换了碳纤维 XY 轴和线轨,留下了一批铝型材、线轨和机械件,正好可以复用到 PnP 机器的 XY 轴上。
工作尺寸暂定为 100 × 100 mm,优先覆盖个人项目中常见的小型 PCB。平台不必全部留给 PCB,剩余空间还可以布置散料 feeder、临时治具和少量料带固定点。
组合件、固定件和特殊形状的结构件优先使用 3D 打印,而不是高成本 CNC。相机座、灯板座、气管固定件、PCB 支架和限位触发片往往要在实际装配后才能发现尺寸或位置问题,打印件更适合快速迭代。只要型材、线轨和金属板继续承担主要受力,打印件就足以负责定位、固定和理线。
工作区底部是一块 4.5 mm 厚的定制导磁 410 不锈钢板。PCB、散料 feeder 和临时治具都可以直接用磁铁固定,不必为每次实验重新设计夹具,这对小批量和探索性贴装非常方便。
装配空间与走线
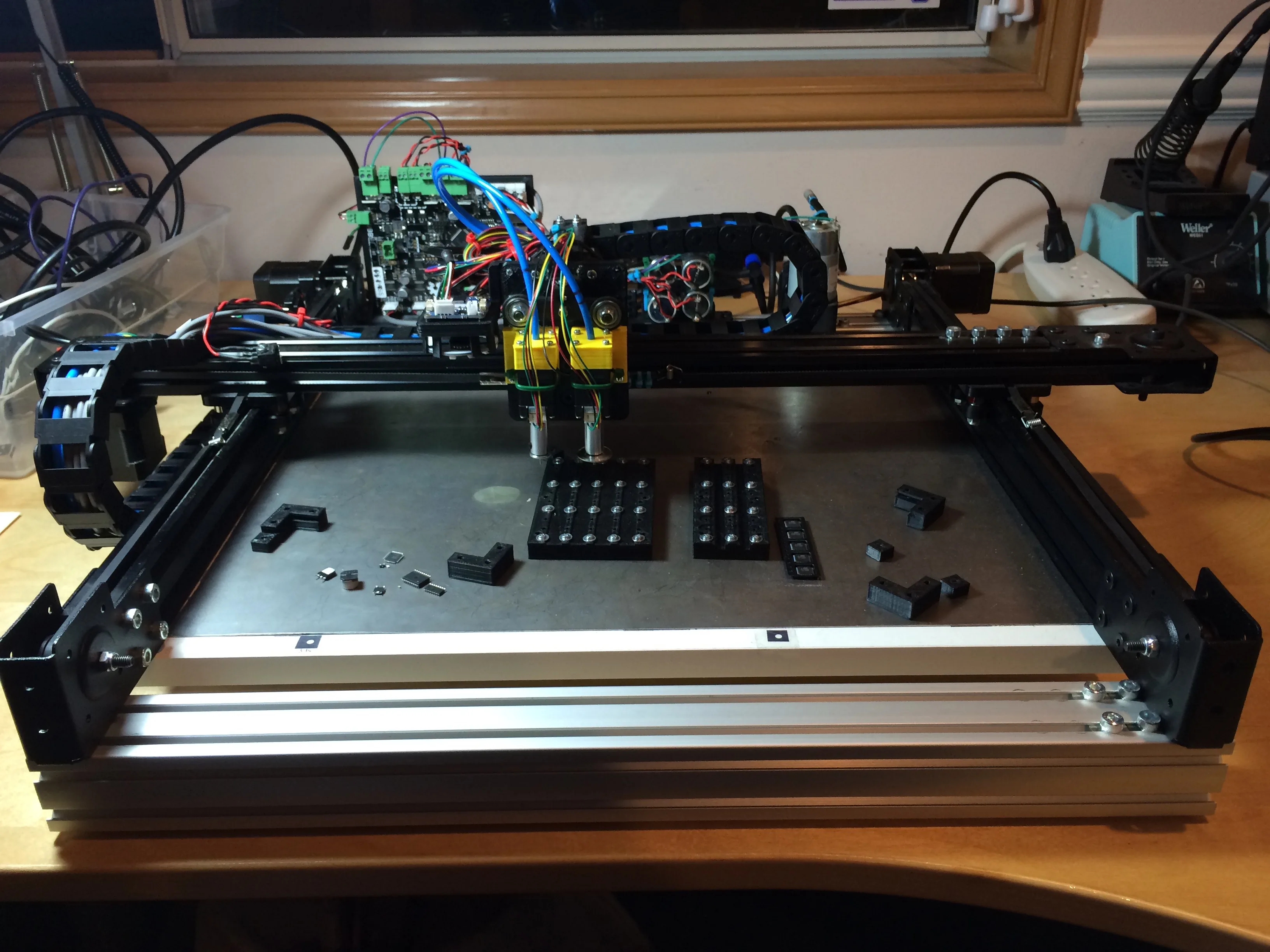
实际装配时,X 轴电机、皮带、拖链和 toolhead 左侧很快就会挤在一起。这里既要保证运动件不蹭线、不碰气管,又要让维护时能够接触皮带张紧机构、限位和接插件。因此,CAD 里“放得下”只是最低要求,实际组装后仍要反复调整走线和固定点。
上下视视觉
视觉系统使用两枚 vc60usb100w 摄像头,分别承担上视和下视定位:
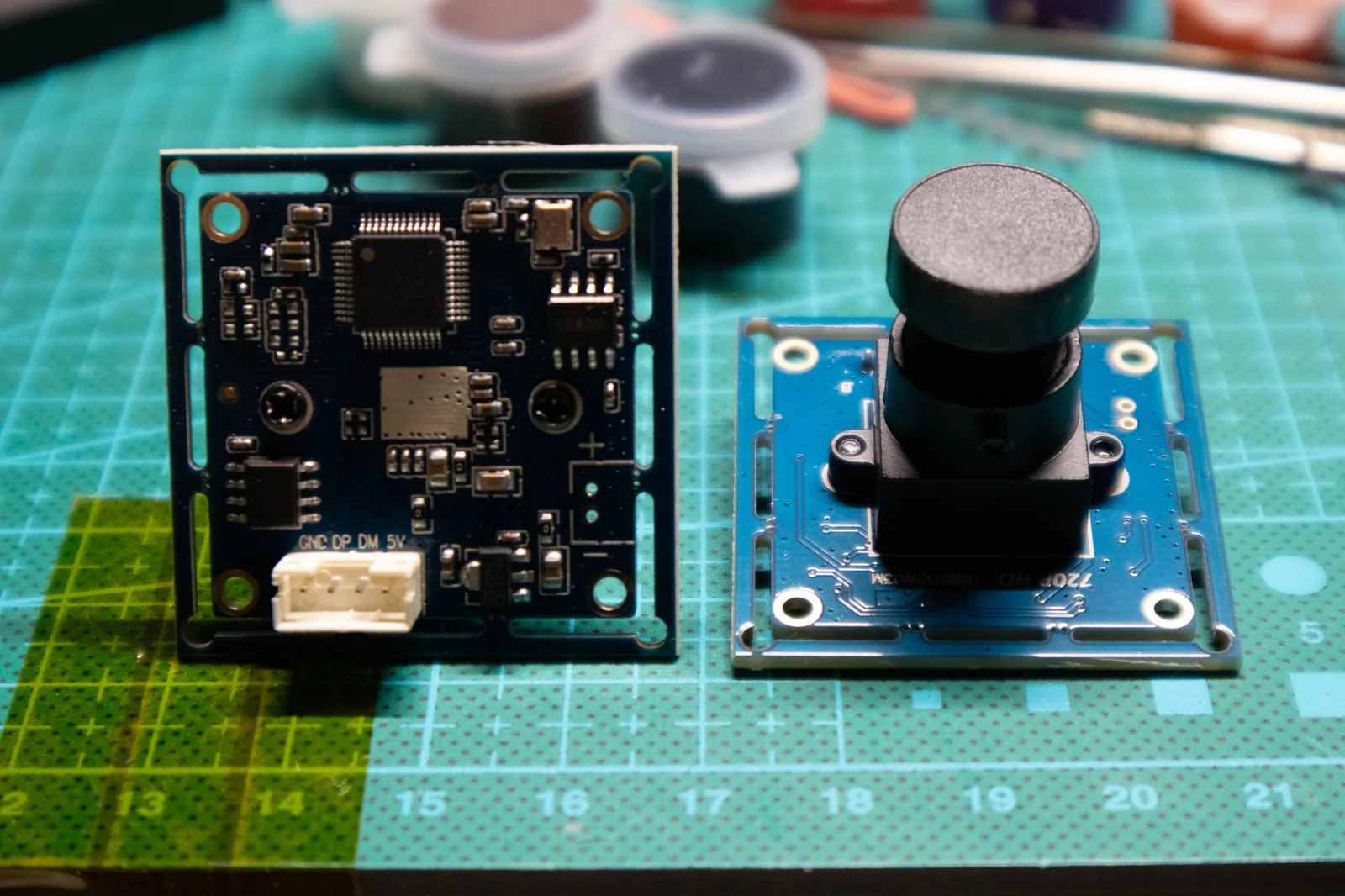
上视相机固定在机身上,从下方观察吸嘴上的元件,用于修正元件中心和角度;下视相机跟随 toolhead 移动,用于识别 PCB 基准点、飞达取料位置和工作台上的目标位置。
双贴片头与 Z 机构

装到机器上的状态。单独看贴片头时它只是一个小组件,挂到 Z 轴滑块上之后,才真正进入贴片机的运动链路:上面负责升降和旋转,下面负责吸取元件,侧边的限位片则配合机器完成归零。
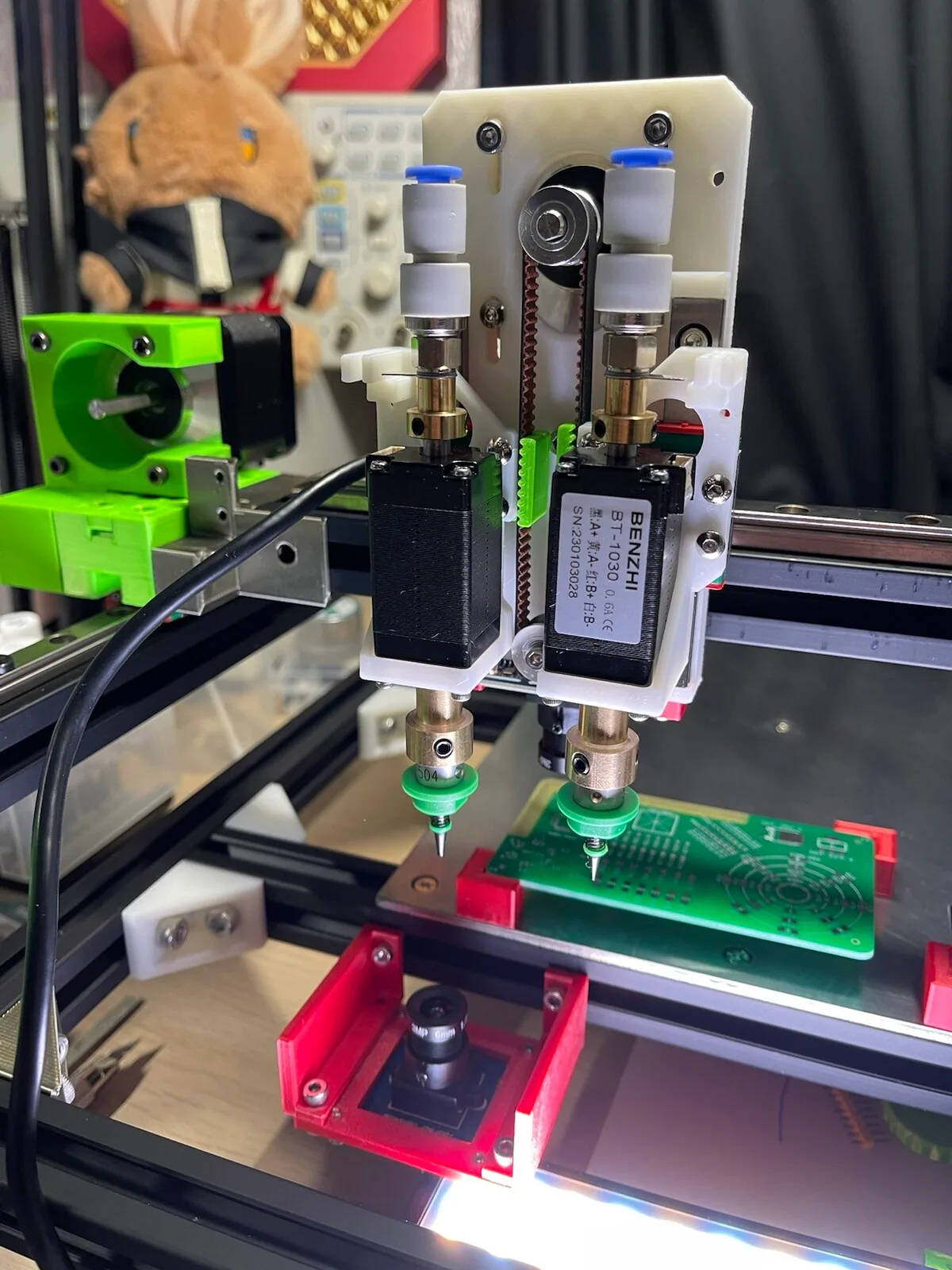
toolhead 的基本思路是用背后的单个 42 电机同时带动两个贴片头:一个头在上方待命时,另一个头可以下降执行取料或贴装。两个头各自保留旋转能力,用来修正元件在料带中的角度,并适配 PCB 上不同封装方向。
toolhead 的 Z 移动机构。这里最麻烦的不是让吸嘴上下动,而是让两个头在有限空间里稳定切换工作位,同时还要给旋转轴、气路、相机和限位信号留下足够的走线空间。
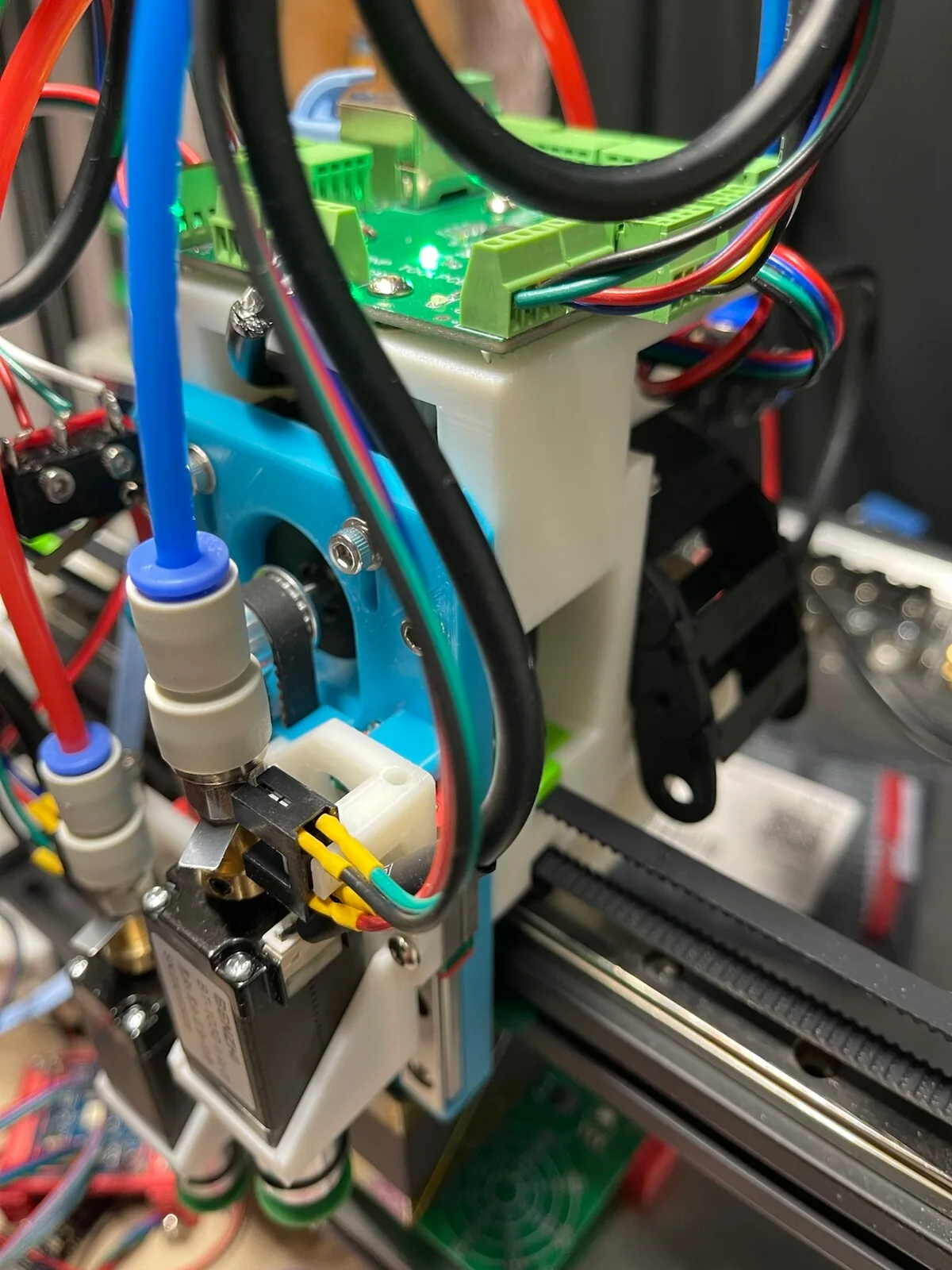
组装完成后的 toolhead 特写。到这个阶段,贴片头已经不只是一个运动机构了:吸嘴、下视相机、补光、限位、气管和电气连接都挤在同一块滑台上,后续调试的很多问题也会集中暴露在这里。
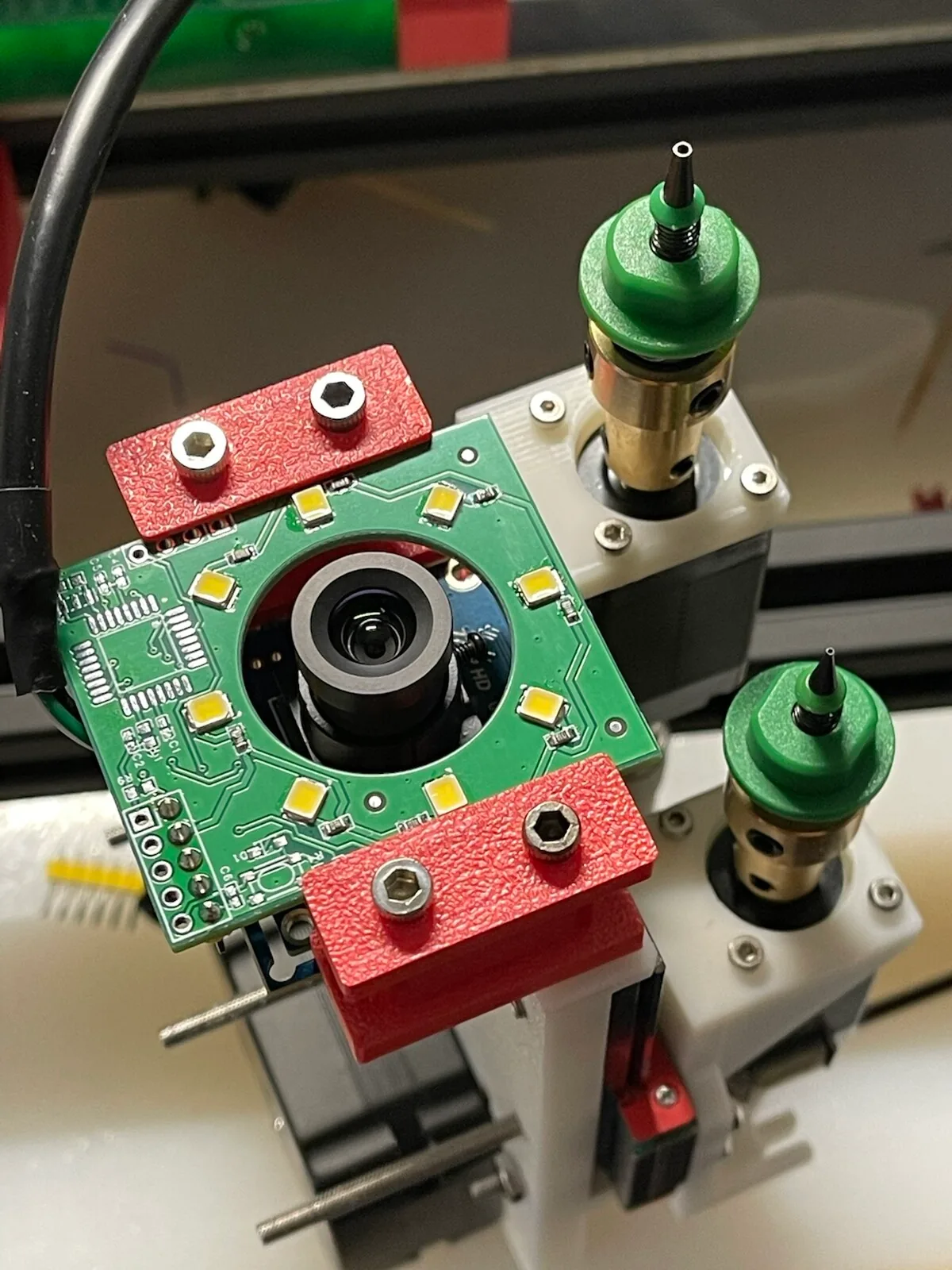
初版贴片头的视觉部分。中间是下视摄像头,外圈灯板负责补光;OpenPnP 后续的喷嘴偏移、元件角度识别和贴装位置校正,都要依赖这个视野稳定、亮度均匀的下视系统。
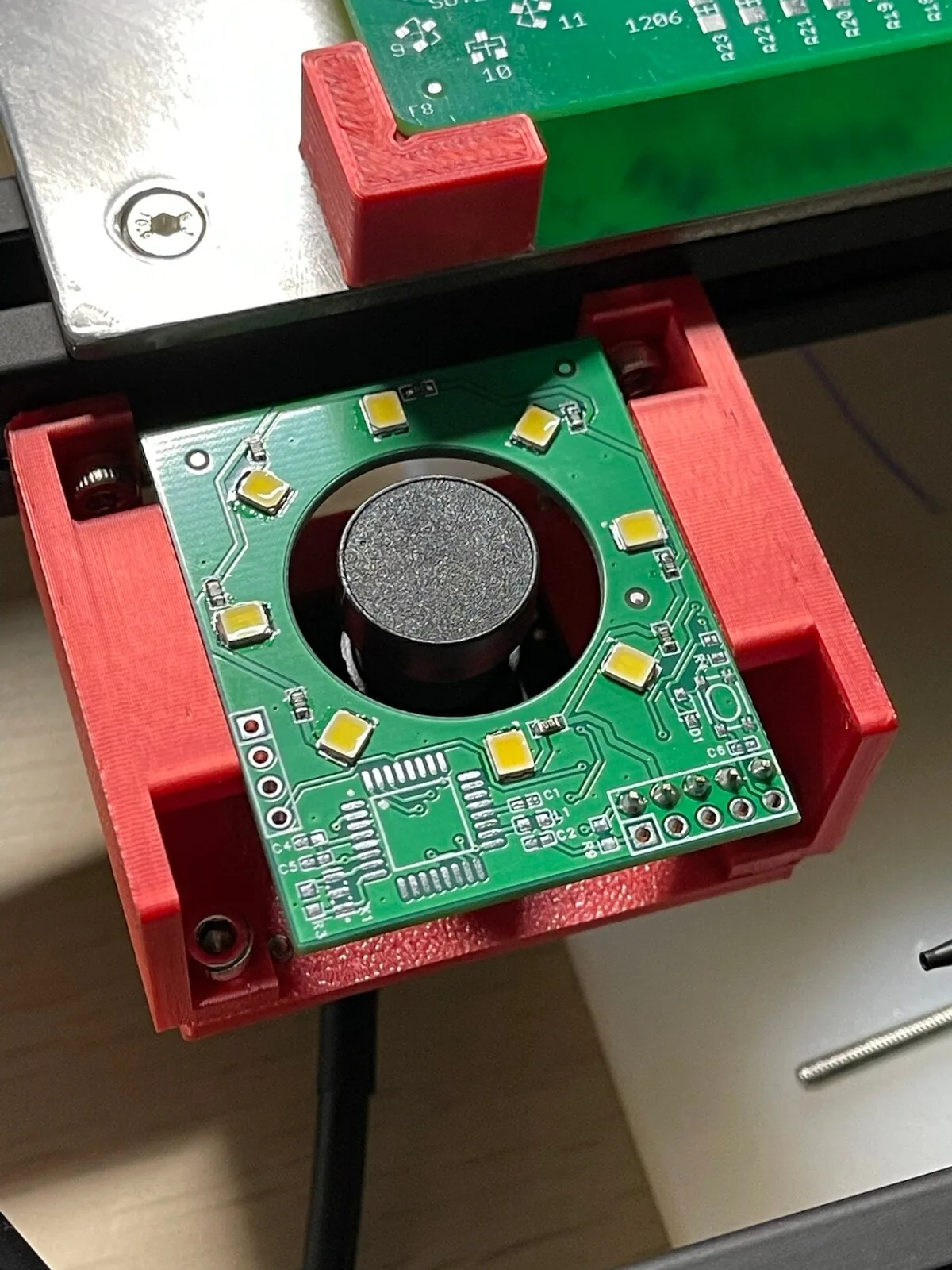
下视觉摄像头和补光灯板装到一起后,机械同轴性和光照均匀性都很重要。摄像头需要尽量正对工作平面,灯板则要避免强反光和阴影,否则基准点识别、飞达位置确认和贴装前的坐标校正都会变得不稳定。
电控与气路
控制部分分成两层:主运动控制使用 Makerbase Monster8,飞达和辅助机构使用 Arduino Mega + Servo Shield。贴装头部分设计自定义 toolhead PCB,用于整理真空、相机、限位、照明和旋转轴相关连接。
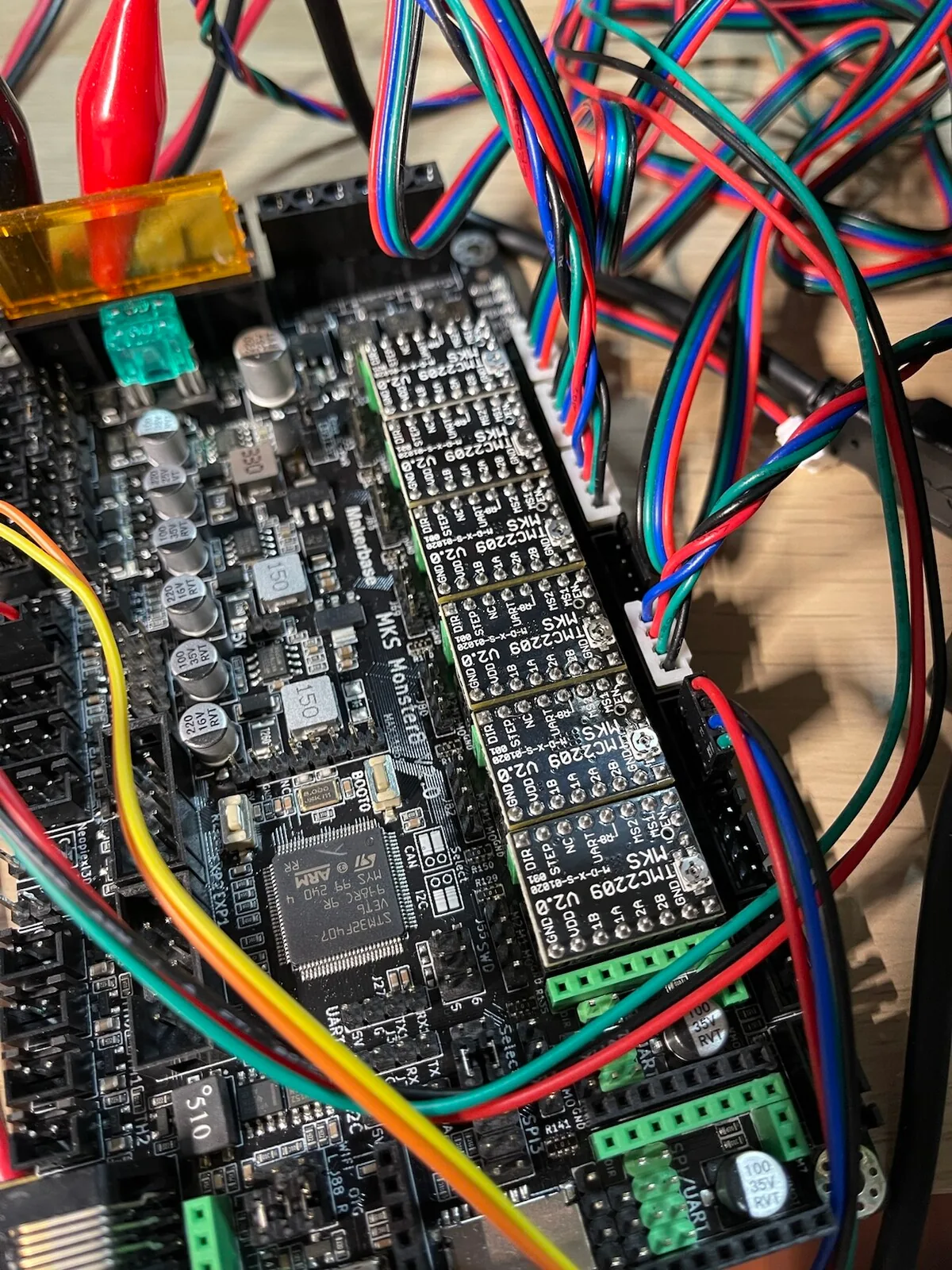
MKS Monster8 作为运动系统主控,负责驱动 X、Y1、Y2、Z、A、B 共 6 个电机。这样运动轴都留在同一块主控板上,后续做回零、限位、速度和加速度配置时,调试边界会比较清楚。
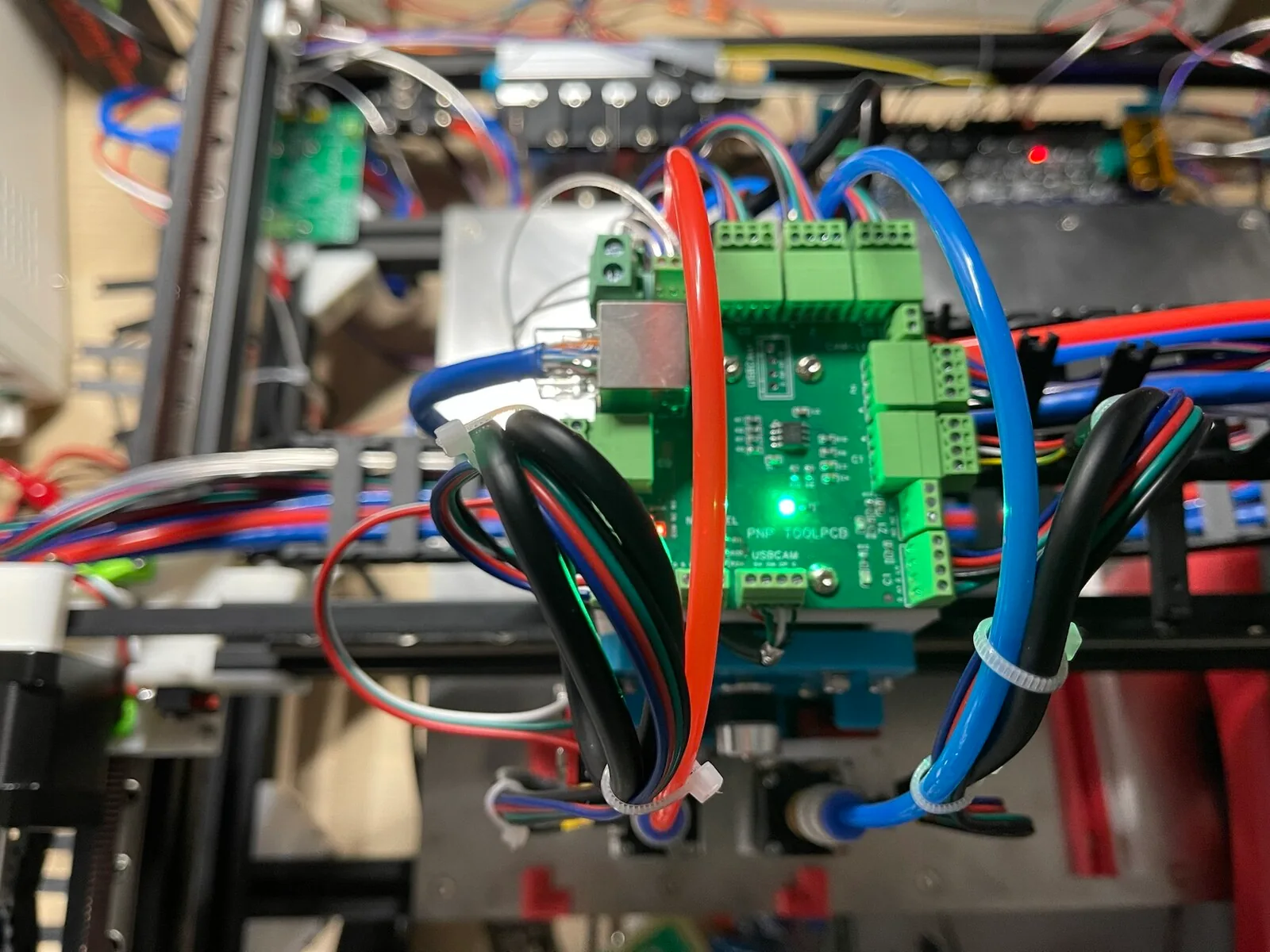
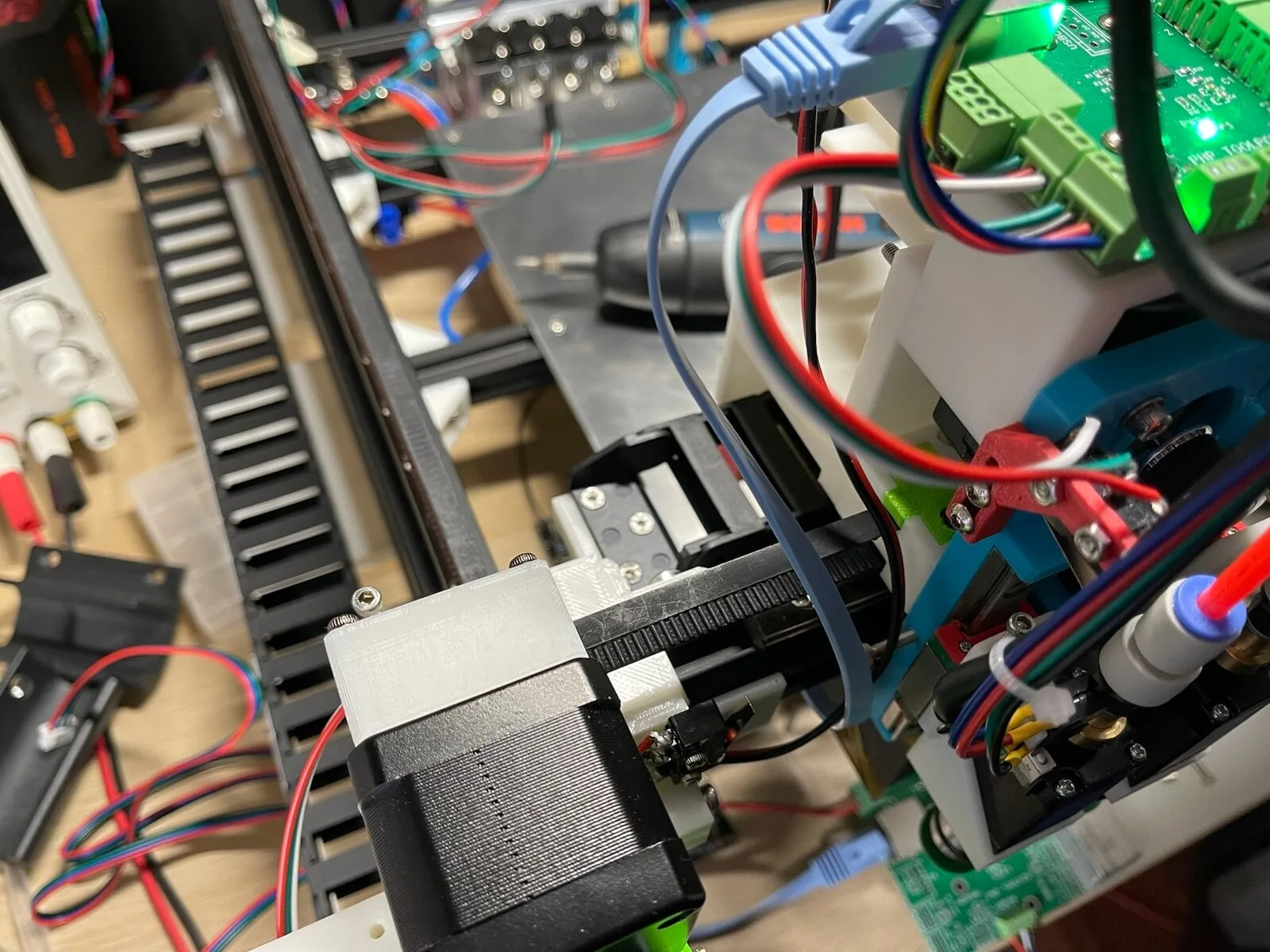
toolhead PCB 上视图。由于 toolhead 上有 USB 摄像头、灯板控制、Z/A/B 三个 endstop、工作状态指示灯等一堆信号,如果全部直接拉回主控,拖链里会很快变得又硬又乱。所以这里把低速信号集中到一根网线里传递;电机线、气管和供电则单独放在拖链内,按电流和抗干扰需求分开处理。
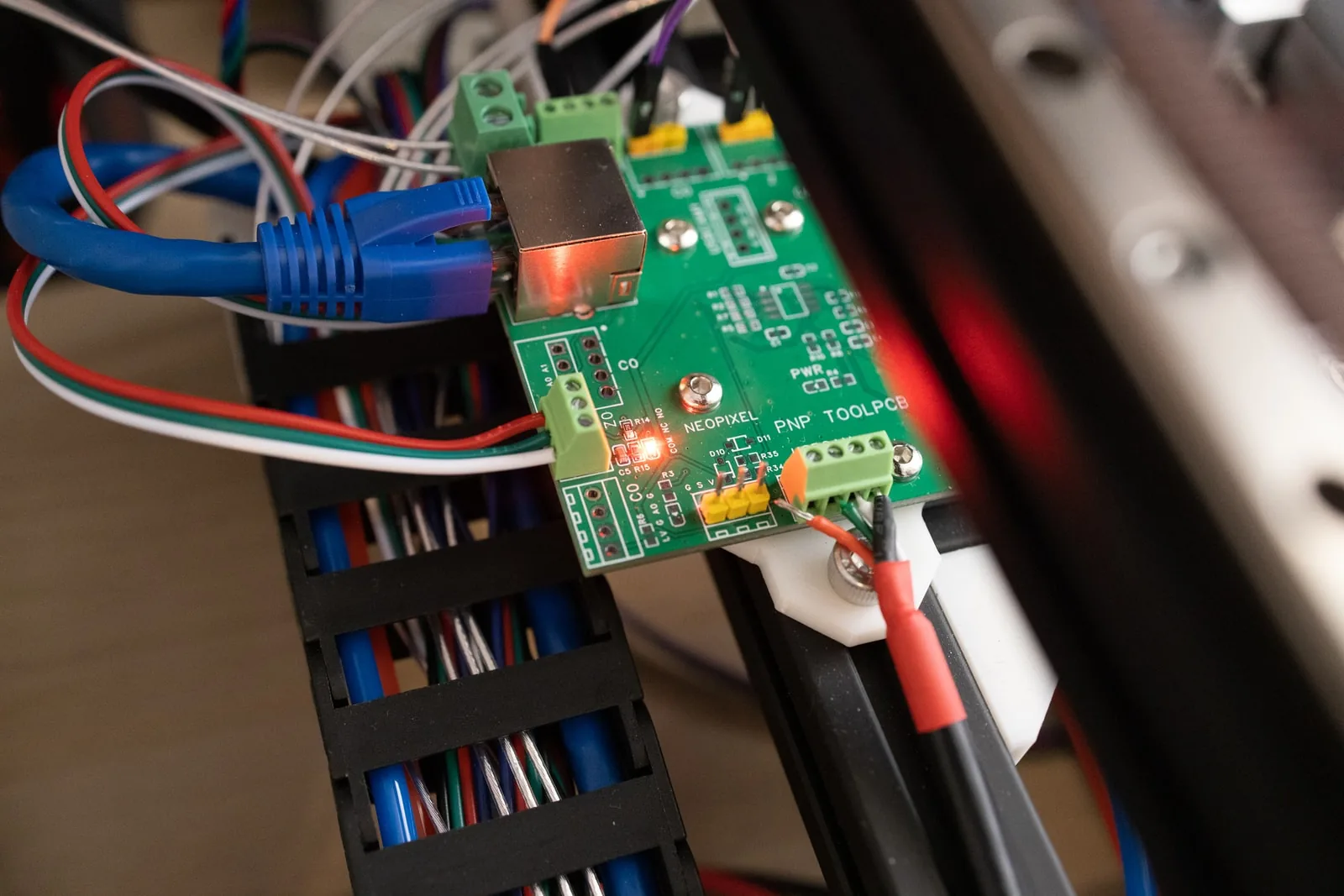
toolhead PCB 的主要作用不是做复杂控制,而是把分散在头部的线束收拢起来:网线负责把限位、灯光、状态灯等信号带回控制侧,端子负责给局部模块供电。这样拖链里只需要保留必要的电机线、气管、USB 和供电线,后续拆装 toolhead 时也不用重新梳一整把线。
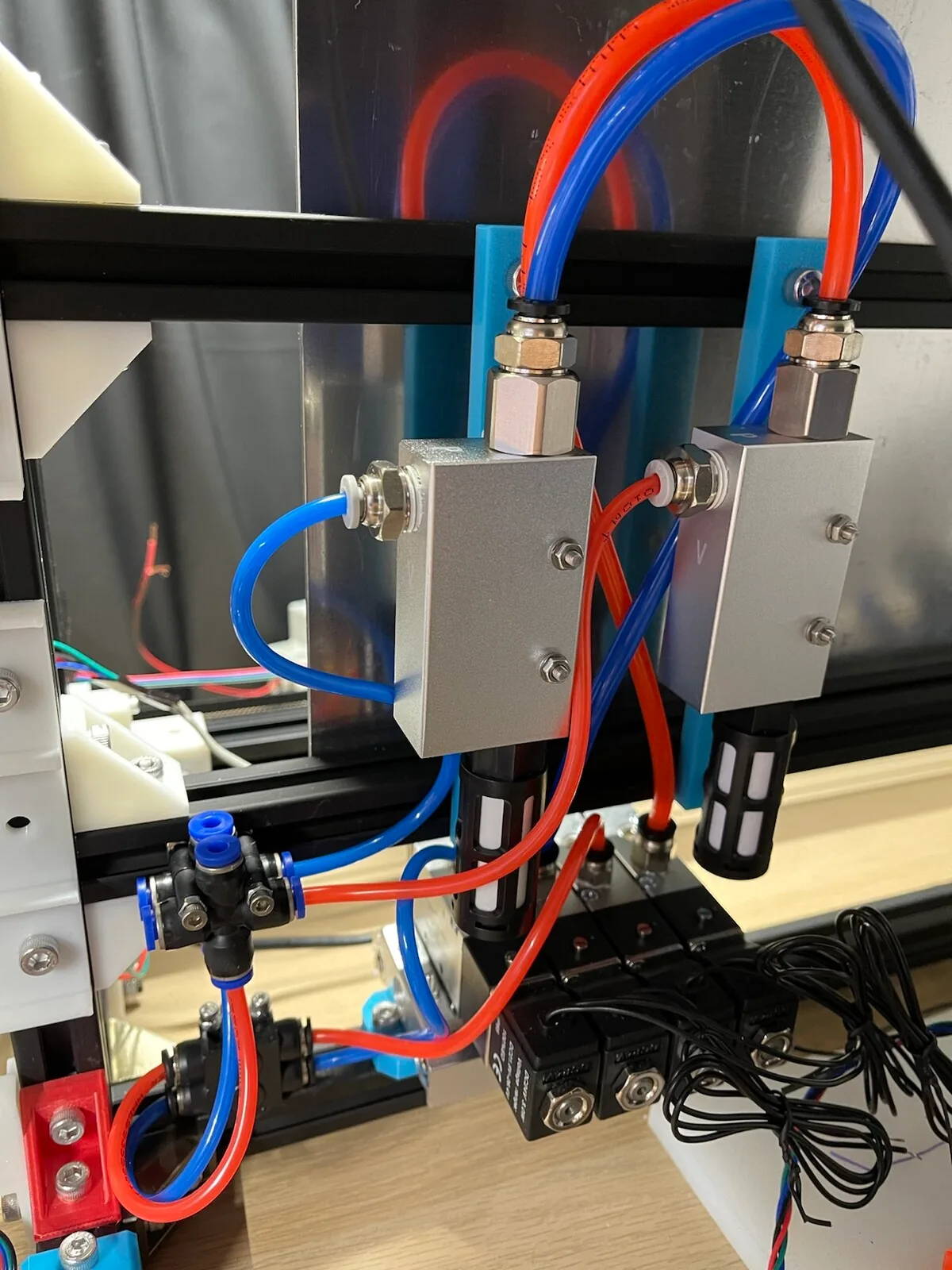
真空部分使用两路真空发生器与电磁阀,分别对应两个贴片头。这样每个头都可以独立吸取、保持和释放元件,避免双头结构里一个头动作时干扰另一个头的真空状态。
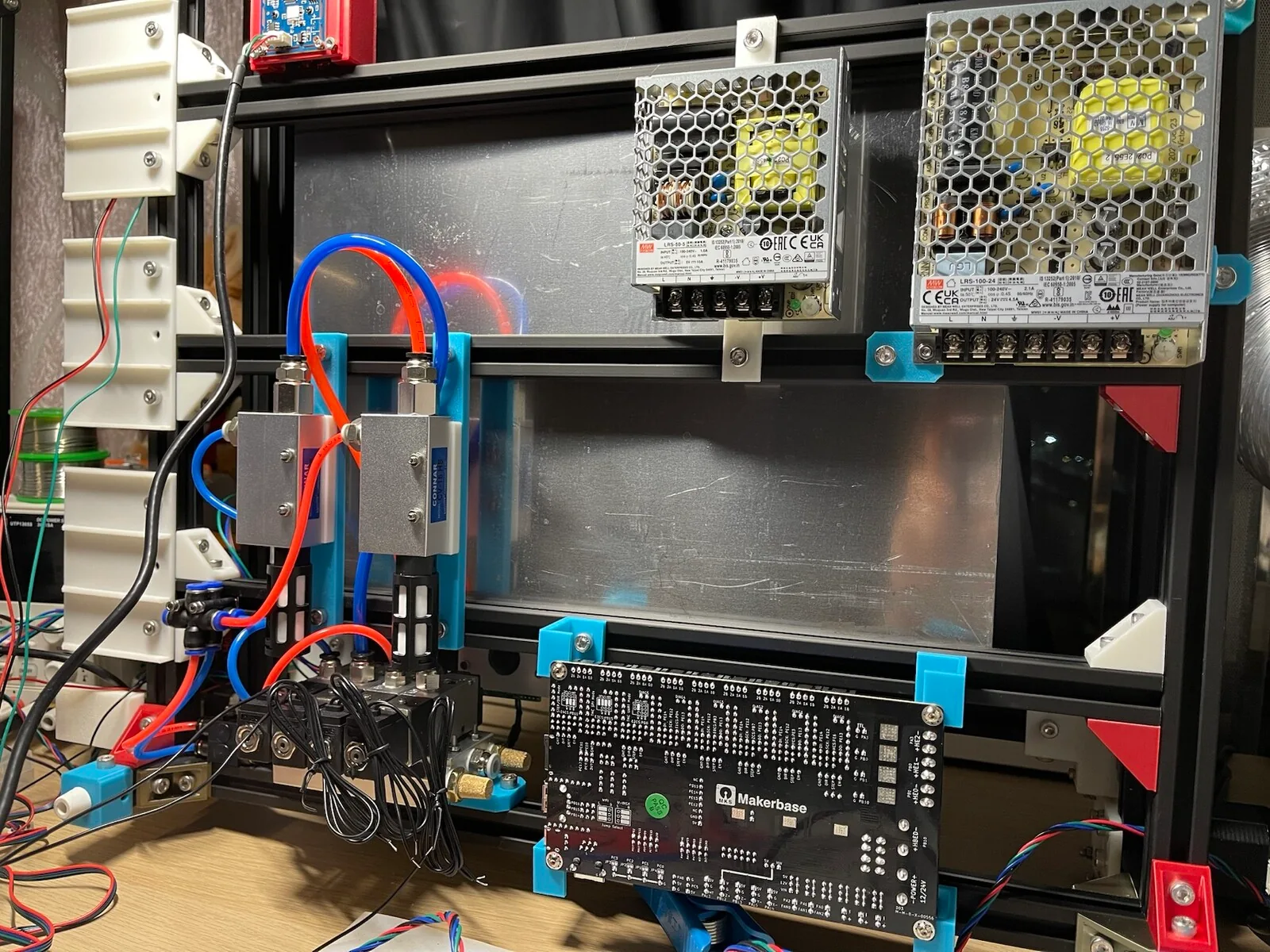
气动系统安装到机身后的状态。这里用红蓝两色区分左右两个贴片头的气路,排查吸取、保持和释放动作时会直观很多;右上角则是 5V 和 24V 电源系统,分别给逻辑、照明、阀组和运动相关模块供电。
供料系统计划使用 0816 电动飞达,并预留可选换头机构,方便后续支持不同吸嘴或更复杂的贴装流程。
零件打印与冷测试
打印结构件并完成基础装配后,先不进行真实贴片,优先做冷测试:运动行程、重复定位、双 Y 同步、Z 轴垂直度、吸嘴旋转同心度、摄像头视野、照明效果、真空通断和飞达动作。
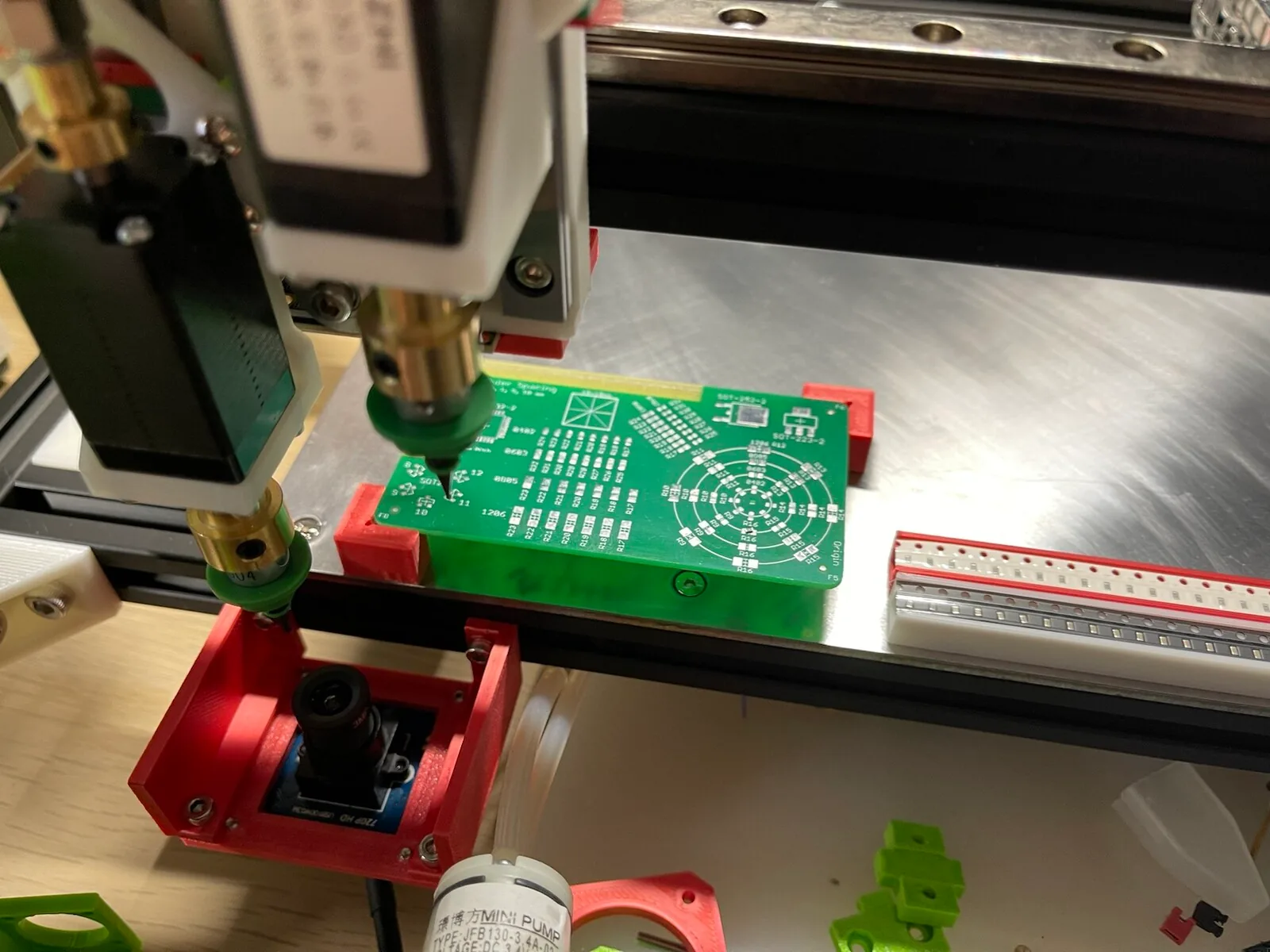
工作高度确认与摄像头焦距微调。贴片机的机械部分装起来以后,并不代表它已经能贴片:吸嘴最低点、PCB 表面高度、下视相机焦距和灯光角度都要先落到一个可重复的位置。只有这些基础关系稳定,后面的 OpenPnP 标定才不会变成玄学调参。
到这里,这篇先停在硬件设计与组装完成的位置。下一篇再进入 Marlin、飞达控制和 OpenPnP 配置,把这台机器从“能动”推进到“能识别、能取料、能贴片”。